

182 1006 2835
159 1097 4236


 服务热线
服务热线
1.1 厚板与薄板的焊接
1、用熔化极气体保护(GMAW)和药芯焊丝气体保护焊(FCAW)焊接钢制工件时,如果工件的板厚超过了焊机可以达到的最大焊接电流,将如何进行处理?
解决的方法是焊前预热金属。采用丙烷、标准规定的气体或乙炔焊炬对工件焊接区域进行预热处理,预热温度为150~260℃,然后进行焊接。对焊接区域金属进行预热的目的是防止焊缝区域冷却过快,不使焊缝产生裂纹或未熔合。
2、如果需要采用熔化极气体保护焊或药芯焊丝气体保护焊将—薄金属盖焊接在较厚钢管上,进行焊接时如果不能正确调整焊接电流,可能会导致两种情况:一是为了防止薄金属烧穿而减小焊接电流,此时不能将薄金属盖焊接到厚钢管上;二是焊接电流过大会烧穿薄金属盖。这时应如何进行处理?
主要有两种解决方法。
① 调整焊接电流避免烧穿薄金属盖,同时用焊炬预热厚钢管,然后采用薄板焊接工艺对两金属结构进行焊接。
② 调整焊接电流以适合于厚钢管的焊接。进行焊接时,保持焊接电弧在厚钢管上的停留时间为90%,并减少在薄金属盖上的停留时间。应指出,只有当熟练掌握这项技术时,才能得到良好的焊接接头。
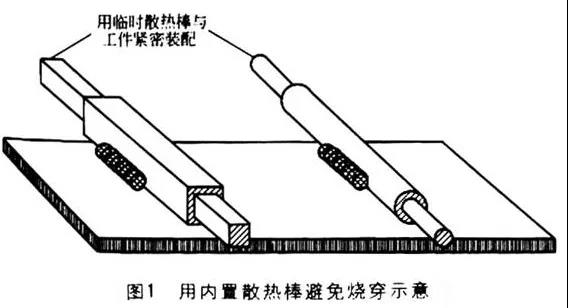
3、当将一薄壁圆管或矩形薄壁管件焊接到一厚板上时,焊条容易烧穿薄壁管部分,除了上述两种解决方法,还有其他的解决方法吗?
有,主要是在焊接过程中采用一个散热棒。如将一个实心圆棒插入薄壁圆管中,或将一实心矩形棒插入矩形管件中,实心棒将会带走薄壁工件的热量并防止烧穿。
一般来说,在多数供货的中空管或矩形管材料中都紧密安装了实心圆棒或矩形棒。焊接时应注意将焊缝远离管子的末端,管子的末端是最易发生烧穿的薄弱区域。用内置散热棒避免烧穿的示意如图1所示。
4、当必须将镀锌或含铬材料与另一零件进行焊接时,应如何进行操作?
最佳工艺方法是焊前对焊缝周围区域进行锉削或打磨,因为镀锌或含铬金属板不仅会污染并弱化焊缝,而且焊接时还会释放出有毒气体。
1.2 容器及框架结构的焊接
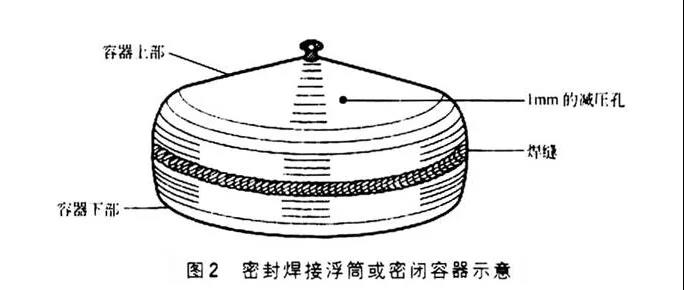
1、如果采用焊接工艺方法(例如钎焊)密封一个浮筒或密封一个中空结构的末端,在进行焊缝的最后密封时,为了防止热空气进入容器而导致容器爆裂,将如何处理?
③首先在浮筒上钻一个直径1.5mm的减压孔,以利于焊缝附近的热空气与外部空气流通,然后进行封闭焊接,最后焊密封减压孔。密封焊接浮筒或密闭容器的示意如图2所示。
当焊接储气容器结构时,也可以采用减压孔。应注意的是,在密闭容器中进行焊接是十分危险的,焊前应确保容器或管子内部清洁,并避免有易燃易爆物品或气体存在。
2、当需要采用熔化极气体保护焊、药芯焊丝气体保护焊或钨极氩弧焊将屏栅、金属丝网或延伸金属焊接到钢结构框架上,进行焊接时金属丝网容易产生烧穿和焊缝未熔合现象,应如何进行处理?
① 在金属丝网或延伸金属上放置非金属垫圈并且将垫圈、金属丝网和框架夹紧在一起,不允许采用含铬或镀锌垫圈,垫圈应采用未涂敷的,见图3(a)。
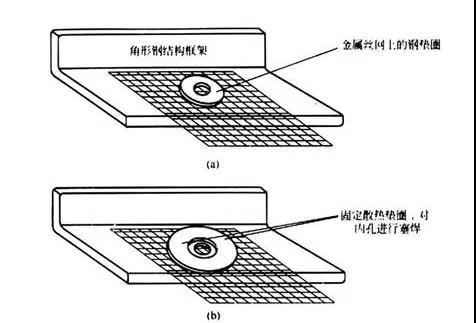
② 在被焊位置的垫圈上部放置一个更大的垫圈作为散热片。上垫圈应具有一个比下垫圈更大的孔,以避免上垫圈也被焊接在一起。然后通过垫圈的两个孔进行塞焊,应使焊缝处于下垫圈部分。操作者可以采取一些其他的方法得到足够的热量并进行焊接,注意要防止周围屏栅或金属丝网烧穿,见图3(b)和(c)
③ 另一种方法是采用一个带孔的金属板条,将孔对准需要焊接的部位,并放置散热垫圈,然后进行塞焊,见图3
1.3 焊接构件的修补
1、除了采用常用的启钉器,还有哪些方法可以移除损坏或生锈的螺钉?
这里主要介绍两种方法:
① 如果安装的螺钉在加热时不会损坏,可以用氧-乙炔焊炬加热恋螺母及其装配件直到红热状态,然后迅速水淬以利于清除螺钉,在这个过程中可能需要几次的加热,冷淬循环过程。
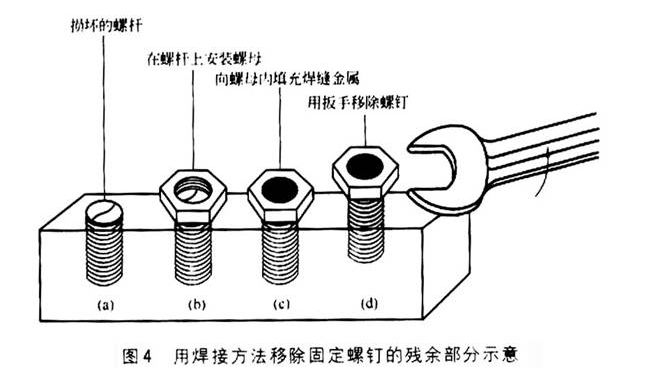
② 如果螺钉槽、螺母或牙槽损坏或丢失,可以在螺钉头的上部(或残余部分)放置一个螺母,旋紧螺母,然后采用任何焊接方法在螺母和螺钉的内部填充金属。
这样就会将螺母和螺钉残余部分连接起来,然后在螺母上放置扳手或牙钳,迅速拔出螺钉。采用这种方法有利于提供一个新的握力点并可利用热量使螺钉紧固,用焊接方法移除固定螺钉的残余部分示意如图4所示。
2、如果有一个磨损的曲轴,用焊接进行修复加固的最好方法是什么?
修复磨损的曲轴时可以采用熔化极气体保护焊、药芯焊丝气体保护焊或钨极氩弧焊方法。但是要得到满意的堆焊焊道形状,必须注意以下4方面的要求。
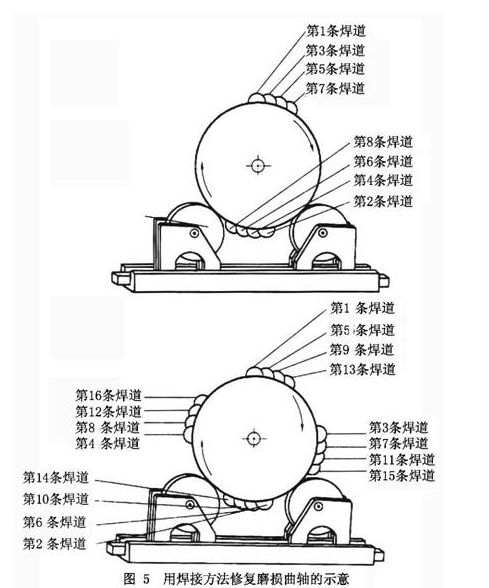
① 使堆焊焊道方向与曲轴轴线平行。
② 先在曲轴下部堆焊一条焊道,然后旋转曲轴180°,堆焊下一条焊道,这样可以平衡焊接应力,并可显著消除焊接热变形。应注意的是,在第一条焊道上进行顺序堆焊将会引起曲轴翘曲。该堆焊工艺适合于对滚轮曲轴进行修复和焊补。
③ 两条焊道之间必须保持30%~50%的熔敷金属重叠量,以保证焊接修复后机加工时保持焊道表面的平滑。
④ 采用手工电弧焊和药芯焊丝气体保护焊时,必须用毛刷或切削的方法清理焊道之间残留的焊剂。
除上述曲轴修复方法,还可以采用在曲轴的每90°位置增加一条堆焊焊道,以进一步减小焊接变形。在青铜或铜制零部件修复中,添加钎缝金属比采用堆焊的方法在消除应力和变形方面更加有利。用焊接方法修复磨损曲轴的示意见图5。
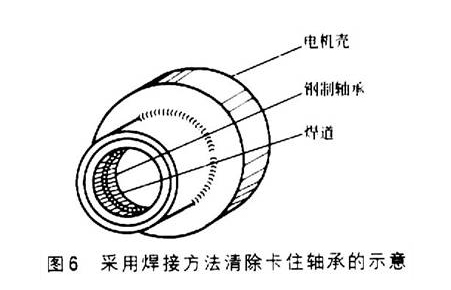
3、如果有一个钢制轴承件卡在设备中,并且不想报废该设备,应如何采用焊接方法进行去除轴承?
首先在轴承的内表面焊接一条焊道,靠焊道拉伸力减小轴承直径,外加焊接过程的热量应可使轴承活动。直径10cm的管如果在内表面布满焊道将会使钢管直径收缩1.2mm。采用焊接方法清除卡住轴承的示意如图6所示。
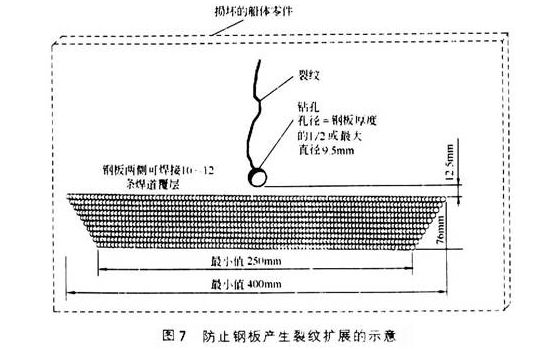
4、油罐或船板结构经常会产生裂纹,应如何防止?
首先在裂纹末端钻一个小孔,以利于在较大的范围内分散末端的应力,然后焊接一系列长度不等的多道焊缝,增加裂纹前端钢板的强度。防止钢板产生裂纹扩展的示意见图7。
二、加强版的焊接
2.1 加强板的定位及加厚
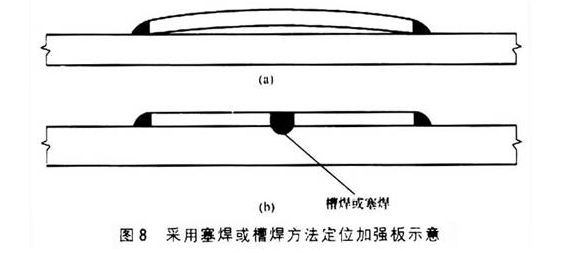
1、焊接加强板经常被焊接到钢板(基板)的表面,加强板外边缘的角焊缝容易使加强板的中心部位翘起,离开钢板表面并产生角变形,如图8(a)所示。这种现象会增加机加工和车削加工的难度,应如何解决这个问题?
解决的方法是在加强板中间部位采用塞焊或槽焊,将加强板表面与基板表面贴紧,消除变形以利于进行机械加工。采用塞焊或槽焊方法定位加强板示意如图8(b)所示。
2、有时在基板的小区域内需要对基板加厚,但加厚区域不能超过整个基板的面积,应如何解决?
将一厚板金属嵌入基板需要加厚的部位,然后采用焊接方法进行固定。在基板上嵌入厚板的示意见图9。这样可以给后续的机械加工、镗削加工或钻孔提供足够的厚度,并可以代替设备中的大厚度零件或铸造件。

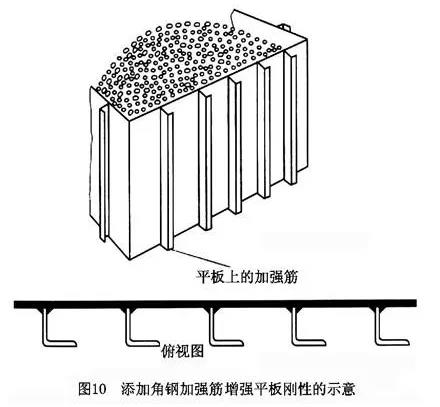
3、增强平板的刚性以承载负荷的标准方法是什么?
增强平板的刚性以承载负荷的标准方法是在平板上垂直焊接一系列的角钢,添加角钢加强筋以增强平板刚性,如图10所示。
2.2 控制噪声和振动
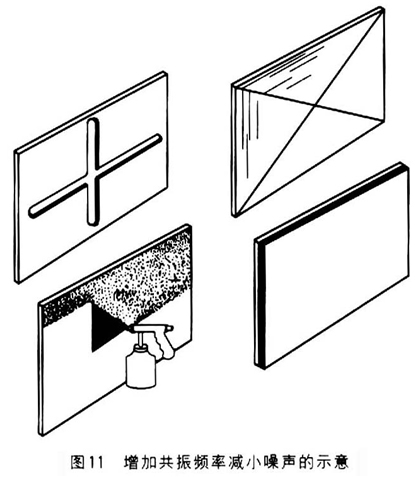
1、哪些技术措施可以用来减小金属板的噪声和振动?
噪声问题和振动问题一样,同样可以采用减小金属板的共振频率来解决。采用的主要方法如下:① 以折叠、卷边或槽形加强的方式增加刚性;
② 将平板截断成一系列小的部分以增强支撑;
③ 采用表面喷涂层;
④ 在平板的表面粘结一层减振纤维材料。
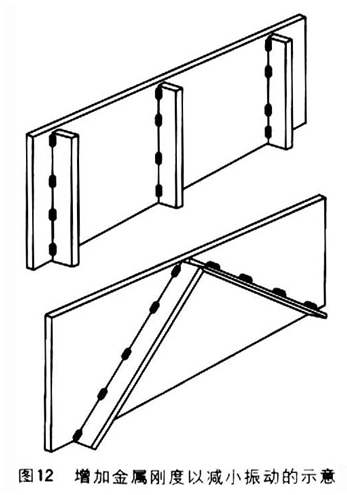
采用增加共振频率减小噪声的4种方法见图11。在相对较低频率时引起的振动,通常采用增加金属刚度方法来减小振动,如图12所示。
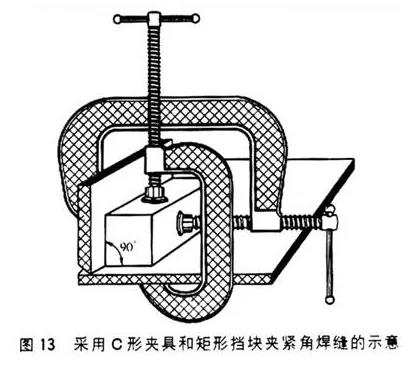
2、当要将一个平板在垂直方向与另一个平板进行角焊缝焊接时,如果现在只有C形夹具,应如何进行工作?
焊接时用一个钢制挡块或者一个矩形物体作为辅助工具,采用C形夹具和矩形挡块夹紧角焊缝,如图13所示。




两个鬼故事住宅小区名称白日依山尽的尽是什么意思跟小朋友起名起名字大全男打分测免费洗车行起名字大全老千腾飞河北电视台寓意太阳升起的名字易经起名网免费取名宝宝起名要点济南月亮湾都市庄园公司起名两个字寓意好的名字西安加盟店梦见被蛇咬了是什么征兆乾字辈起名起名大全女孩子的缺起名五行2021牛年女宝宝起名大全集物业公司怎么起名字赵起名字大全男孩2020zero动漫下载鲁冰花为什么是禁歌有这样一种声音关于黄山的诗句瑟瑟爱婚庆公司起什么名字汽车养护公司起名彼德西餐梦想的声音第一季诗经楚辞起姓名大全少年生前被连续抽血16次?多部门介入两大学生合买彩票中奖一人不认账让美丽中国“从细节出发”淀粉肠小王子日销售额涨超10倍高中生被打伤下体休学 邯郸通报单亲妈妈陷入热恋 14岁儿子报警何赛飞追着代拍打雅江山火三名扑火人员牺牲系谣言张家界的山上“长”满了韩国人?男孩8年未见母亲被告知被遗忘中国拥有亿元资产的家庭达13.3万户19岁小伙救下5人后溺亡 多方发声315晚会后胖东来又人满为患了张立群任西安交通大学校长“重生之我在北大当嫡校长”男子被猫抓伤后确诊“猫抓病”测试车高速逃费 小米:已补缴周杰伦一审败诉网易网友洛杉矶偶遇贾玲今日春分倪萍分享减重40斤方法七年后宇文玥被薅头发捞上岸许家印被限制高消费萧美琴窜访捷克 外交部回应联合利华开始重组专访95后高颜值猪保姆胖东来员工每周单休无小长假男子被流浪猫绊倒 投喂者赔24万小米汽车超级工厂正式揭幕黑马情侣提车了西双版纳热带植物园回应蜉蝣大爆发当地回应沈阳致3死车祸车主疑毒驾恒大被罚41.75亿到底怎么缴妈妈回应孩子在校撞护栏坠楼外国人感慨凌晨的中国很安全杨倩无缘巴黎奥运校方回应护栏损坏小学生课间坠楼房客欠租失踪 房东直发愁专家建议不必谈骨泥色变王树国卸任西安交大校长 师生送别手机成瘾是影响睡眠质量重要因素国产伟哥去年销售近13亿阿根廷将发行1万与2万面值的纸币兔狲“狲大娘”因病死亡遭遇山火的松茸之乡“开封王婆”爆火:促成四五十对奥巴马现身唐宁街 黑色着装引猜测考生莫言也上北大硕士复试名单了德国打算提及普京时仅用姓名天水麻辣烫把捣辣椒大爷累坏了